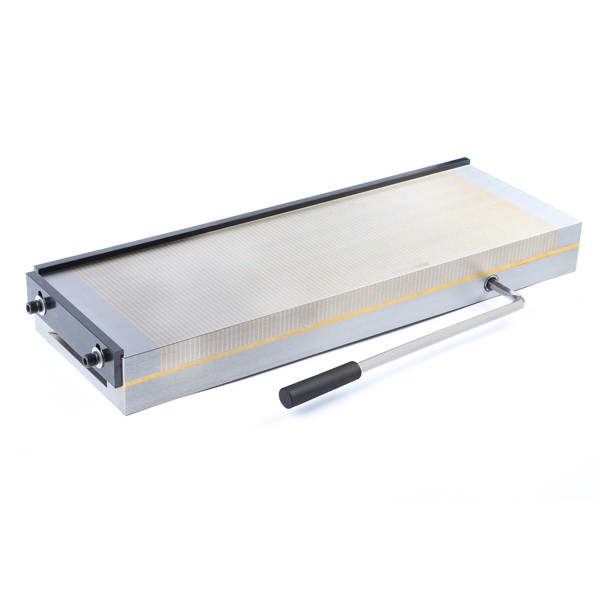
Kutub Rupa Magnetik Chuck pikeun Surface Srinder
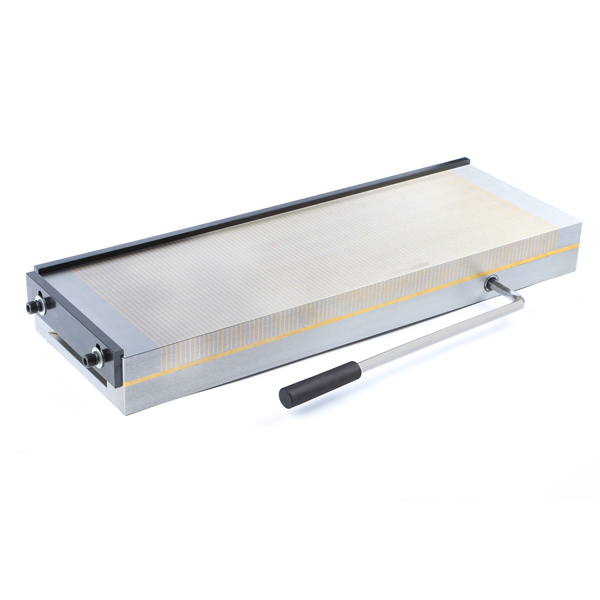
Nyiruan Alat nyadiakeun kualitas luhurcuk magnéts dijieun nurutkeun standar pangluhurna sarta sadia dina ukuran paling umum ti stock, chucks magnét mangrupakeun alat modern nu ngaganti vices, clamps mékanis, sarta fixtures, nu ngagancangkeun karya anjeun salila machining bahan ferromagnetic.
chucks magnét bisa ngahemat loba waktu ku clamping na unclamping komponén machined, bari ogé nyieun workpiece nu diaksés tina 5 sisi tanpa ngaruksak product.The Tujuan ngagunakeun chucks magnét pikeun ngayakeun gawé geus jadi populér di fasilitas manufaktur di sakuliah dunya.
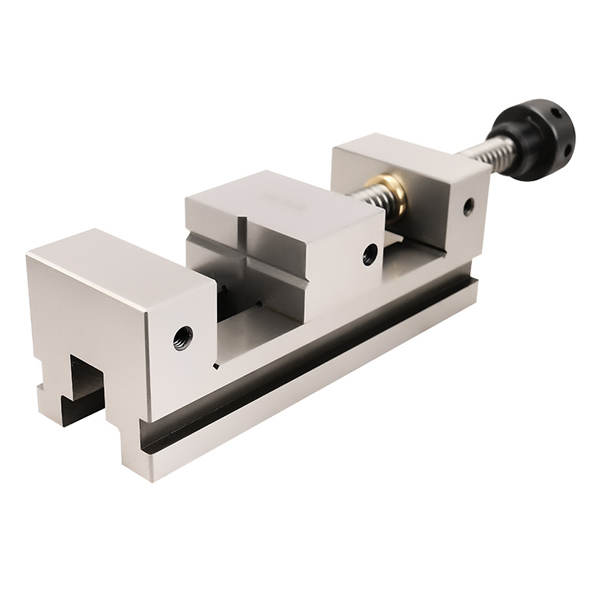
Workpieces pikeun machining sacara tradisional dilaksanakeun di tempat ngagunakeun vises atanapi fixtures, tapi kosong, casting, atawa forging ogé bisa dilaksanakeun kalawan cekelan cukup pikeun ngidinan panggilingan, péngkolan, pangeboran, atawa grinding.chucks magnét geus ilahar dipaké dina aplikasi grinding permukaan, tapi ayeuna ogé dipaké di toko mesin umum.
| Urutan No. | Diménsi | Magnét | Spasi | Beurat (KG) | ||
| (MM) | Maksakeun | (Beusi + TAMBAGA) | ||||
| L | B | H | 120N/CM² | 1.5+0.5 ATAWA 1+3 | ||
| TB-A13-1510 | 150 | 100 | 48 | 4.5 | ||
| TB-A13-2010 | 200 | 100 | 48 | 7.5 | ||
| TB-A13-1515 | 150 | 150 | 48 | 8.5 | ||
| TB-A13-2015 | 200 | 150 | 48 | 11.3 | ||
| TB-A13-3015 | 300 | 150 | 48 | 16.5 | ||
| TB-A13-3515 | 350 | 150 | 48 | 19.8 | ||
| TB-A13-4015 | 400 | 150 | 48 | 22.6 | ||
| TB-A13-4515 | 450 | 150 | 50 | 25.5 | ||
| TB-A13-4020 | 400 | 200 | 50 | 31.5 | ||
| TB-A13-4520 | 450 | 200 | 50 | 35.5 | ||
| TB-A13-5025 | 500 | 250 | 50 | 45 | ||
| TB-A13-6030 | 600 | 300 | 48 | 72 | ||
| TB-A13-7030 | 700 | 300 | 48 | 85 | ||

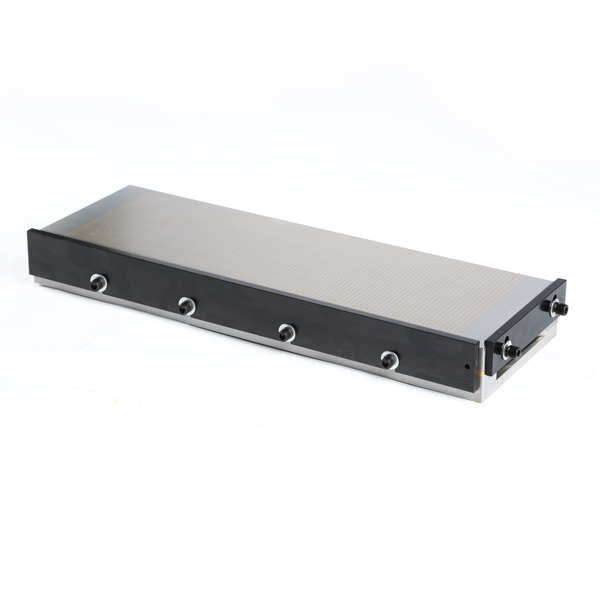
Kaunggulan tina chucks magnét
Kaunggulan tina chucks magnét ngawengku:
Ngurangan setelan.
Ngaronjatkeun aksés ka loba sisi workpiece a.
Nyederhanakeun ngayakeun gawé.
chucks magnét gampang dioperasikeun
Kauntungannana kami nyaéta nyayogikeun chucks magntic:
* Kualitas luhur Dijamin chucks magnét
* chucks magnét kalawan harga kalapa
Métode pamakéan
1. cangkir nyeuseup kudu cleaned saméméh pamakéan pikeun nyegah goresan mangaruhan akurasi.
2. Teundeun workpiece dina tabel mamat, teras selapkeun rengkuh kana liang aci jeung muterkeun 1800 mun ON jarum jam, lajeng nyedot workpiece pikeun machining.
3. ngagunakeun hawa ambient dina -400C–500C.Taya knocking diperlukeun pikeun nyegah réduksi magnét.
4. lamun workpiece geus rengse, selapkeun rengkuh kana liang aci jeung muterkeun eta 1800 kali sapanjang counter jarum jam ka "OFF", lajeng workpiece nu bisa dihapus.
5. rengse beungeut gawé kalawan minyak antirust pikeun nyegah korosi.